{kind=link}
I’m trying to print this part out of Filament-PM TPE32 on a Prusa Mk4 with a textured sheet (help.prusa3d.com/…/textured-steel-sheet_196534) and I’m not having much luck.
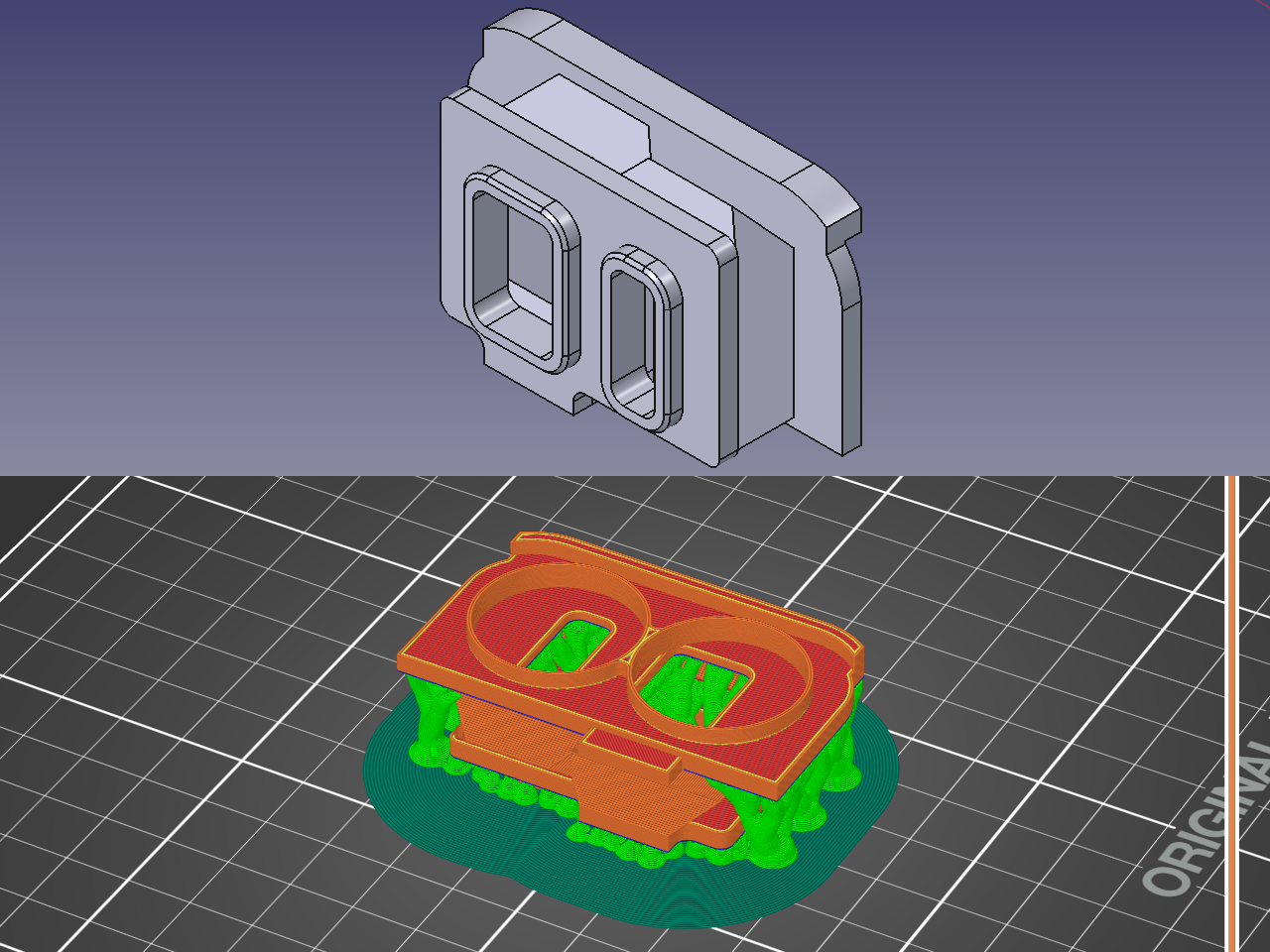
The part is a bellows with a 100%-infill plate at the top and at the bottom. Despite leaving a giant brim inside and out, the whole thing has minimal adhesion to the bed and invariably comes off when the print reaches the top-heavy section of the part.
It’s maybe the 10th print I’m attempting, slowly trying to dial in the parameters. I had to crank up the bed temperature to 47 degrees for the first layer to achieve any kind of adhesion, which is odd. I have other TPU/TPE filaments that stick better (but they’re too hard for my purpose).
I could achieve slightly better adhesion by cranking up the nozzle temperature above 235C, but then it start stringing so bad it leaves raised obstacles almost immediately on the first layer while building the brim, and then the head slams into the obstacles and dislodges the brim at the second layer. The only way to get a good brim (and a good part) is to lower the nozzle temperature to 223C.
Clearly the problem is that the Prusa Mk4 is a bed slinger: it shakes the part loose. We have a Prusa XL on the way that should take care of the problem, but it’s coming in 3 weeks and I need the part now.
Before I slather the bed sheet generously with glue, any advise to make this print succeed on the little Mk4 without making a gooey mess with the glue?
Here’s the PrusaSlicer project file if you’re interested.
ExtremeDullard@lemmy.sdf.org 1 year ago
I applied some glue to the sheet and it didn’t increase the adhesion by much, but it increased it enough and the print went through okay:
Image
However, now I have another problem: I tried to print another one with the same material and the head started to make clicking noises mid-print and stopped flowing 😢 I’m not sure what’s going on with this now. Maybe I need to raise the temperature or something.
roofuskit@lemmy.world 1 year ago
Jam it clog. Time to back the filament out and disassemble your extruder to service it.
ExtremeDullard@lemmy.sdf.org 1 year ago
It’s not clogged: I fished out the mangled piece of TPU and printed something else with it straightaway - several times. Not sure why it starts clicking like that with that filament. Worse: it seems to do it almost always at the same point in that print.